染色大货与小样色差控制的技术路径与实践方案
一、引言:色差问题的行业痛点
在纺织印染行业(截至2025年),约68%的质量纠纷源于大货与小样的色差问题。这种差异不仅影响产品交付,更会造成10%-15%的返工成本。本文系统梳理五种经生产验证的有效控制方法。
二、色差控制的核心方法
- 数字化测色体系建立
- 设备配置:采用分光光度计(推荐X-Rite Ci7800)替代传统目测
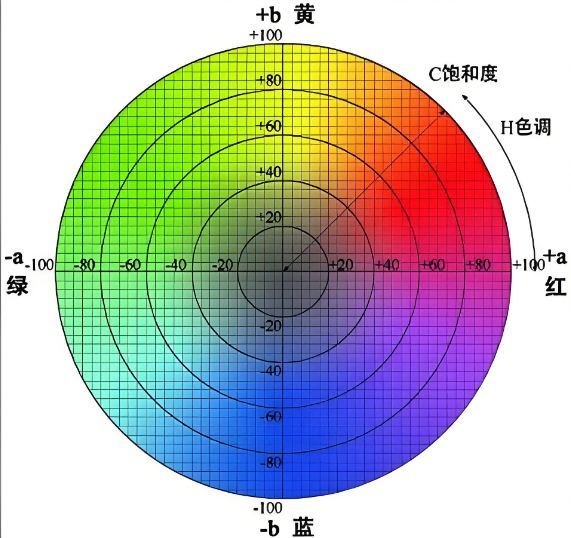
- 数据标准:建立ΔE≤1.0的允差范围(CIE LAB标准)
- 案例:某针织厂通过导入Datacolor 800系统,色差投诉下降40%
- 染化料批次管理
- 供应商协同:要求染料供应商提供±5%浓度偏差的批次报告
- 预混料技术:对敏感色系(如藏青、酒红)实行100kg标准化预混
- 警示案例:2024年某品牌因偶氮染料批次差异导致整批货品报废
- 工艺参数闭环控制
| 关键参数 | 控制范围 | 监控频率 | |—————-|——————-|————| | 染浴pH值 | 5.5-6.2(活性染料)| 每30分钟 | | 升温速率 | 1.5℃/min±0.2 | 实时监测 | | 固色时间 | 根据K/S值动态调整 | 在线光谱仪 |
- 环境变量标准化
- 照明:D65标准光源箱每月校准
- 水质:硬度控制在50-100ppm(软水区域需添加钙镁调节剂)
- 车间温湿度:26±2℃/65±5%RH(2025版ISO 105-J03新规)
- 人工智能预测系统
- 部署深度学习模型(如ResNet34)分析历史色差数据
- 阿里巴巴犀牛智造案例显示:AI预警可使色差风险提前72小时预判
三、实施建议与未来展望
建议企业分三阶段推进:
- 基础建设期(1-3个月):完成设备数字化改造
- 体系完善期(3-6个月):建立染料数据库与SOP
- 智能升级期(6-12个月):导入MES系统实现全链路追溯
随着量子点测色技术的成熟(预计2026年商用),未来色差控制精度有望达到ΔE≤0.5。